Jelenlegi hely
Lézeres ponthegesztés
A lézeres ponthegesztés olyan érintkezésmentes technológia, amely lézert használ a fémdarabokat egyesítő hegesztési pont kialakítására. A lézerek képesek pontos, megismételhető energiájú és időtartamú fényimpulzusok kibocsátására. Amikor az impulzus az alkatrész egyetlen pontjára – egy kis pontra (kb. 0,1 és 2 mm közötti átmérő között állítható) – fókuszálódik, az energiasűrűség jelentősen megnő. Az anyagi elnyeli a fényt, ami ún. „kulcslyuk hatást” vált ki, miközben a fókuszált nyaláb a fém egy részét megfúrja, elpárologtatja és megolvasztja. Amikor az impulzus véget ér, a kulcslyuk körül lévő olvadt fém visszafolyik, megszilárdul és egy kis méretű hegesztési pontot hoz létre. Ez az egész folyamat mindössze néhány ezredmásodpercet vesz igénybe.
A lézerek másodpercenként több impulzust képesek kibocsátani, és a munkadarab vagy az optika mozgatásával egymástól elkülönült „pontok” hegesztését vagy egymást átlapoló hegesztési pontok sorozatával szerkezetileg megbízható és/vagy hermetikus lézeresen hegesztett varratok létrehozását teszi lehetővé.
A lézeres ponthegesztés előnyei:
Az AMADA WELD TECH lézeres hegesztői sokféle acélt, nikkelötvözetet, titánt, alumíniumot és rezet tudnak hegeszteni.
Varratméretek:
Szélesség: 10–1000 nm
Mélység: 10 nm–5 mm
Hegesztési sebességek:
0–1 méter/másodperc
- Könnyen integrálható a gyártósorokba
- Kicsi a hőhatásövezet
- Érintkezésmentes hegesztés
- Nagyon gyors hegesztés
- Alacsony egységnyi költség nagy mennyiségű ponthegesztéses alkalmazás esetén
Az AMADA WELD TECH az alábbiakat is ajánlja:
Lézeres vonalhegesztés
Ellenállásos ponthegesztés
A lézeres hegesztés alkalmazásai
A lézeres ponthegesztés tipikus alkalmazásai közé tartozik például a tekercsek hegesztése 100 mikropont hegesztés alatt,
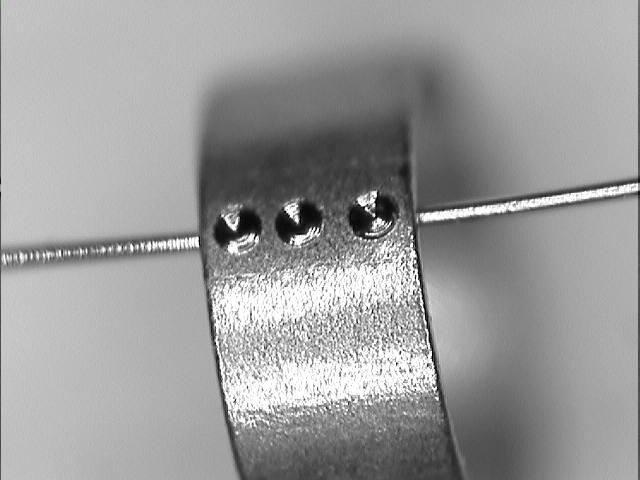
rézfülek nagy sebességű hegesztése acél akkumulátordobozokhoz, huzal hegesztése gyűrűhöz, gyógyászati eszközök hegesztése és számos egyéb hegesztés.

Nagy sebességű hegesztés
Másodpercenként akár 50 különböző helyzetű hegesztési pont is kialakítható a lézerszkenneres hegesztéssel

A hőnek csak kis területre kell hatnia
Olyan esetekben, ahol apró hegesztési pontok szükségesek, hogy ne sérüljenek meg a hegesztett terület közelében található anyagok vagy elektromos alkatrészek

Nehéz hozzáférés
Öntött elemeken lévő alkatrészek hegesztéséhez, amelyek a hagyományos ellenállás-hegesztő fejekkel nehezen hozzáférhetők

Több ponton való szimultán hegesztés
A részek illesztésének fenntartásához a részeket 2 vagy 3 szimultán ponttal hegesztjük, mely során a lézer energiaosztódással működik.

