You are here

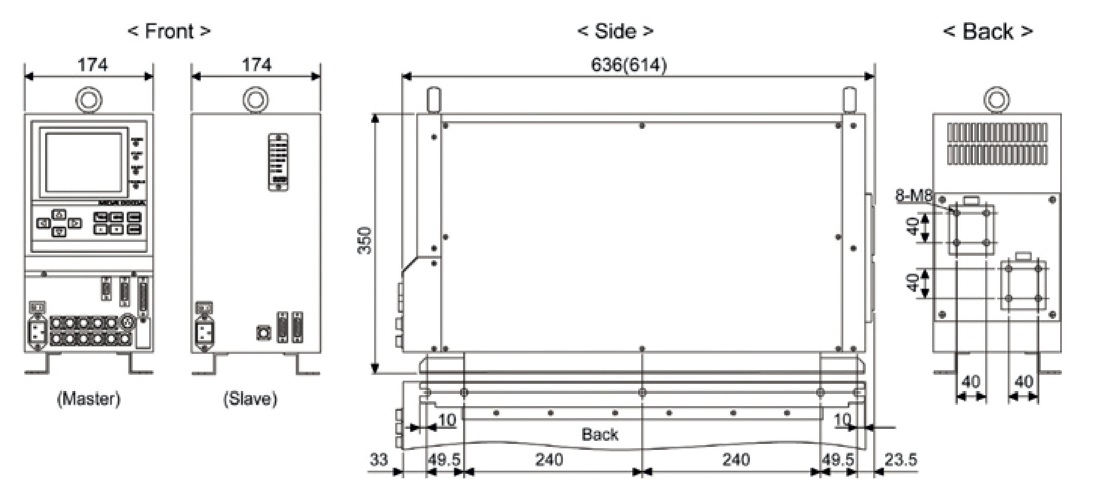
MDA-10000A - Linear DC Weld Controls
Multiple connection of power supplies realizes high power welding at short time. MDA-10000A: Maximum twelve units connectable (One master and eleven slave units). Design your own system to add power supplies as much as you need to obtain enough power.
One master unit controls all connected units. It does not necessary to set the weld schedule at each unit anymore. A master unit is an only unit to need to be set and controls all slave units.
All units’ current feedback. The current feedback feature controls to stabilize current collectively from all connected units.
Polarity switchable type: MDB-5000A. Alternate current flow from plus and minus side reduces Peltier effect and shapes nuggets uniformly. Best suited for series welding applications.
Three control types to choose from. Both MDA-10000A and MDB-5000A employ the following three types of control:
- Constant Current
- Constant Voltage
- Constant Current and Constant Voltage
Key Features MDA-10000A - Linear DC Weld Controls
- Monitor constant current, voltage, or both
- Connect up to 12 units together
- Switchable polarity
| Model | MDA-10000A | MDB-5000A |
|---|---|---|
| Type | Standard | Polarity switchable |
| Power requirements | Single Phase, 100 - 120 VAC or 200 - 240 VAC, 50/60HZ | Single Phase, 100 - 120 VAC or 200 - 240 VAC, 50/60HZ |
| Power consumption | 430 W max | 430 W max |
| Feedback mode | Constant curent / Constant voltage / Constant current and constant voltage | Constant curent / Constant voltage / Constant current and constant voltage |
| Number of connectable unit | 0 - 11 units | 1 unit |
| Maximum current | 10.0 kA - 120.0 kA | 10.0KA (One master and one slave units) Master unit of MDB-5000A cannot be used alone |
| Time setting (31 schedules): Maximum voltage | 30 V | 30 V |
| Time setting (31 schedules): Squeeze time | 0000 - 9999 ms | 0000 - 9999 ms |
| Time setting (31 schedules): Pre-weld check | 0.00 - 1.00 ms | 0.00 - 1.00 ms |
| Time setting (31 schedules): Pre-weld check | 2 ms (fixed) | 2 ms (fixed) |
| Time setting (31 schedules): Upslope | 0.00 - 9.99 ms | 0.00 - 9.99 ms |
| Time setting (31 schedules): Cooltime | 0.00 - 9.99 ms | 0.00 - 9.99 ms |
| Time setting (31 schedules): Downslope | 0.00 - 9.99 ms | 0.00 - 9.99 ms |
| Time setting (31 schedules): Hold time | 0.00 - 9.99 ms | 0.00 - 9.99 ms |
| Monitor display | Weld 1 & 2 (average current/average voltage), Weld 1 & 2 (Peak current/peak voltage), Weld 1 & 2 (Average power/average resistance) Current, Voltage, Power, Resistance waveform, schedule number | Weld 1 & 2 (average current/average voltage), Weld 1 & 2 (Peak current/peak voltage), Weld 1 & 2 (Average power/average resistance) Current, Voltage, Power, Resistance waveform, schedule number |
Optical sensor parts

Crystal oscillators

Projection welding of electronic components
Customized Solutions
Send your sample to one of our technology centers in Europe for an evaluation. We will then determine which solution meets your needs best. AMADA WELD TECH offers feasibility testing and application consulting.